The rapid increase in municipal and industrial waste has intensified the need for more sustainable disposal strategies. Conventional methods such as landfilling and incineration have long been the dominant approaches, yet both present significant environmental and economic limitations. As governments and industries pursue circular economy objectives, pyrolysis technology has emerged as an innovative alternative capable of recovering valuable resources while minimizing waste.
Unlike traditional disposal practices that often treat waste as an endpoint, pyrolysis transforms discarded materials into reusable products. This distinction makes the technology an increasingly important component of modern waste management infrastructure.
Traditional Waste Disposal: Persistent Challenges
Landfilling remains one of the most common waste disposal methods worldwide due to its relatively low initial cost and operational simplicity. However, landfill sites require extensive land resources and present long-term environmental concerns. Leachate generation, greenhouse gas emissions, and limited landfill capacity have become critical issues in many regions.
Incineration offers volume reduction and energy generation but relies on direct combustion. Although advanced incineration facilities incorporate sophisticated emission treatment systems, the process still requires careful control to minimize atmospheric pollutants. In addition, valuable hydrocarbons and carbon-based materials are permanently consumed during combustion, reducing opportunities for resource recovery.
As waste volumes continue to increase, these conventional methods face growing pressure from stricter environmental regulations and sustainability targets.
Pyrolysis: Transforming Waste into Valuable Resources
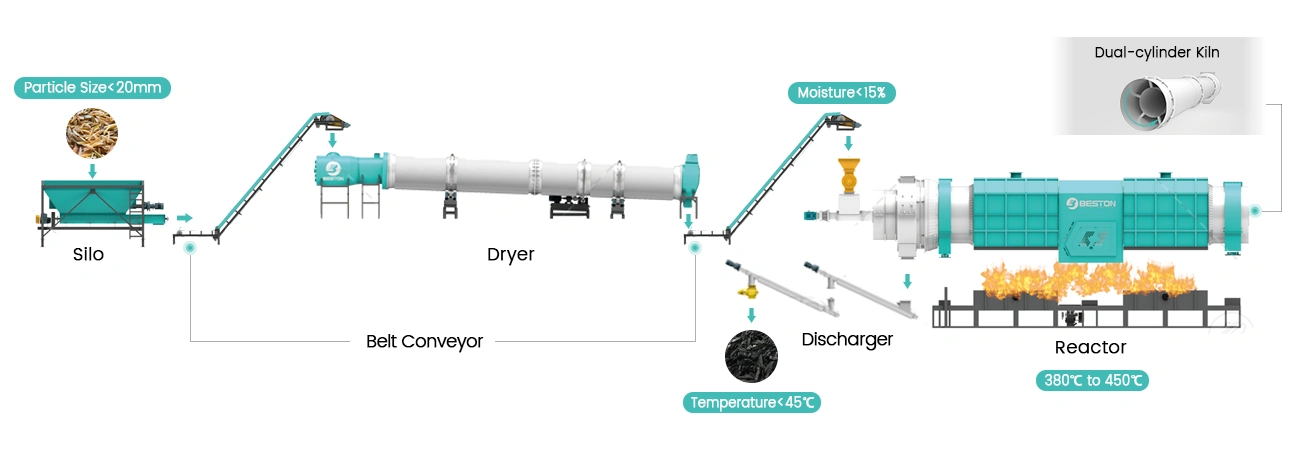
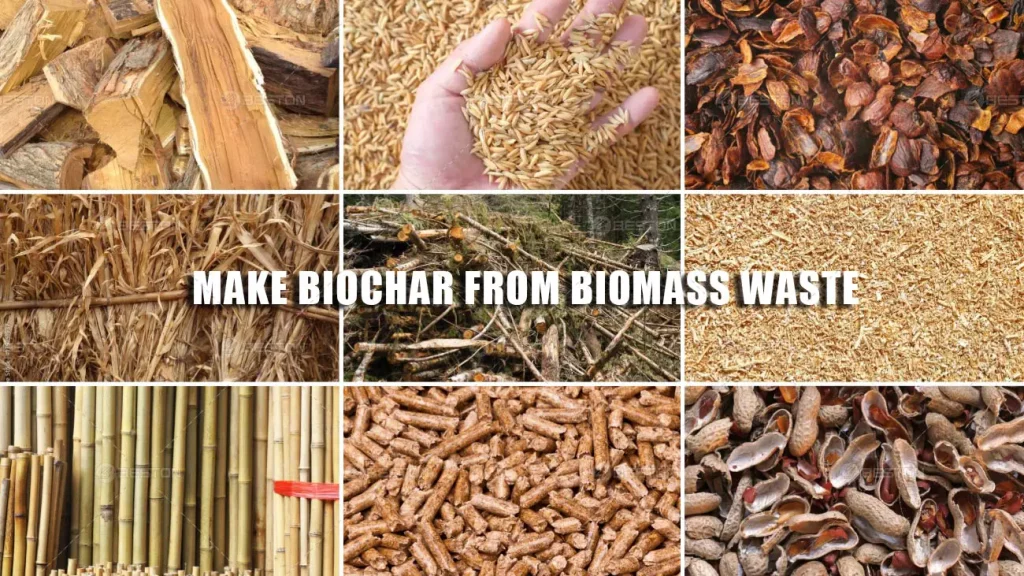
Pyrolysis employs thermal decomposition under oxygen-limited conditions rather than direct combustion. By heating waste materials such as plastic, tires, biomass, or oil sludge, the process separates complex organic compounds into useful products, including pyrolysis oil, combustible gas, and solid carbon materials.
This approach enables the recovery of embedded chemical energy while significantly reducing waste volume. Instead of treating discarded materials as liabilities, pyrolysis converts them into commercially valuable resources that can re-enter industrial supply chains.
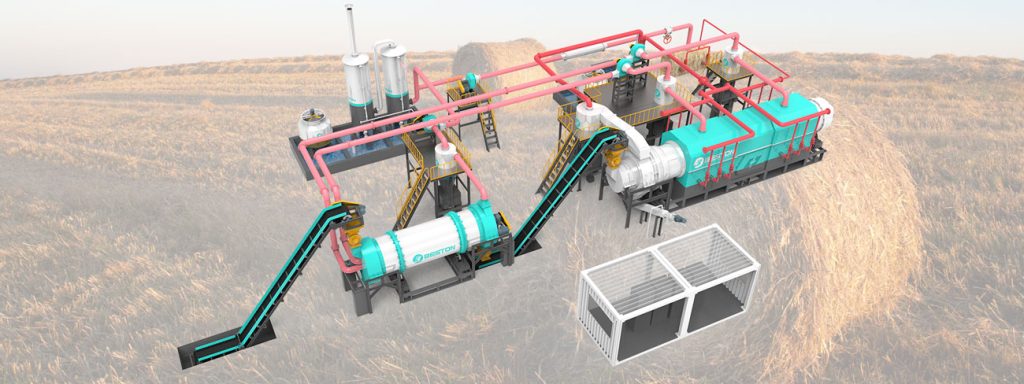
Modern systems, including advanced Beston pyrolysis solutions, integrate automated process control, efficient heat recovery, and emission management technologies to improve operational performance and environmental compatibility.
Resource Recovery and Circular Economy Benefits
One of the defining advantages of pyrolysis is its contribution to the circular economy. Traditional disposal methods typically follow a linear model in which products are manufactured, consumed, and discarded. Pyrolysis introduces a regenerative pathway by recovering hydrocarbons from waste and returning them to productive use.
A plastic to oil machine exemplifies this principle by converting waste plastic into liquid fuel products through controlled thermal processing. Rather than relying solely on mechanical recycling, which may be unsuitable for contaminated or mixed plastics, thermal conversion expands the range of recyclable materials while preserving their energy value.
Similarly, tire recycling technologies recover multiple products from end-of-life tires, including oil, recovered steel, and carbon-rich solids. A tyre oil plant enables industries to utilize waste tires as a valuable raw material instead of sending them to landfill or incineration facilities.

Environmental Performance Comparison
Environmental considerations play a central role in evaluating waste treatment technologies. Traditional disposal methods often generate long-term environmental liabilities, particularly when landfill emissions and resource depletion are considered.
Pyrolysis systems reduce dependence on landfill space while recovering reusable materials from complex waste streams. Modern plants also incorporate advanced gas purification and heat recovery technologies, allowing combustible gases generated during processing to be reused as internal energy sources. This improves thermal efficiency and reduces external fuel requirements.
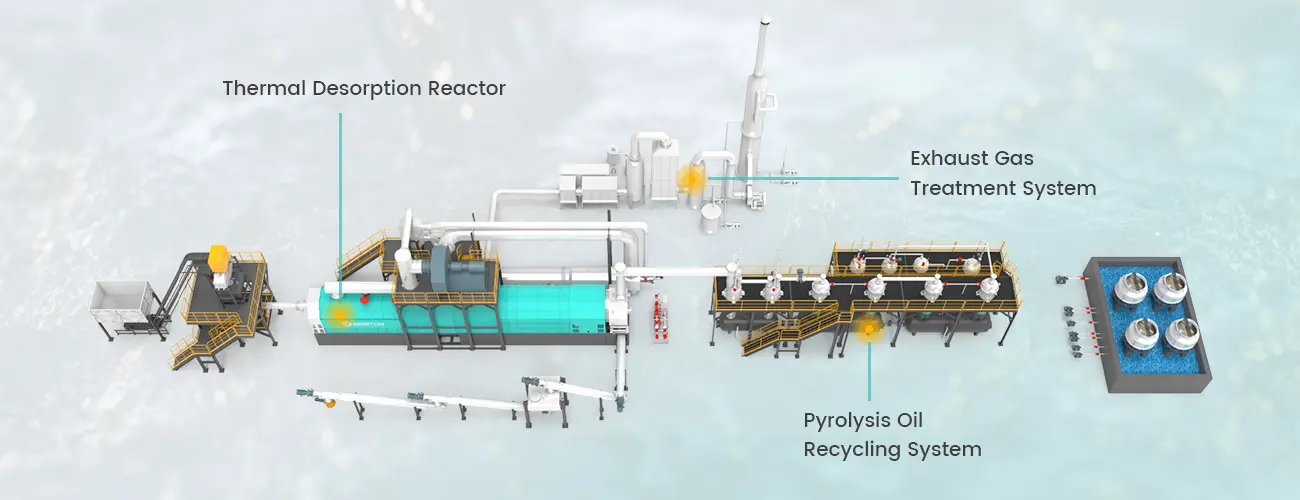
In specialized applications, technologies such as tdu (Thermal Desorption Unit) extend the capabilities of thermal treatment by recovering hydrocarbons from oil-contaminated waste and industrial residues. These systems further demonstrate the versatility of thermal processing as a sustainable waste management solution.
Economic Considerations
From an economic perspective, pyrolysis offers opportunities beyond simple waste disposal. Revenue can be generated from recovered oil, carbon products, steel, and combustible gas, creating multiple income streams from a single processing operation.
Although initial investment costs may exceed those of conventional landfill facilities, the long-term value of resource recovery often improves project economics. Automated operation, continuous processing, and energy recycling further reduce operating expenses while increasing production efficiency.
As demand for alternative fuels and recycled raw materials continues to grow, pyrolysis technology is becoming increasingly attractive for waste management companies seeking sustainable business models.
Conclusion
The comparison between pyrolysis plants and traditional waste disposal methods highlights a fundamental shift in waste management philosophy. While landfilling and incineration primarily focus on waste elimination, pyrolysis emphasizes resource recovery, energy efficiency, and environmental sustainability.
Technologies such as Beston pyrolysis systems, a plastic to oil machine, a tdu, and a tyre oil plant demonstrate how advanced thermal conversion can transform difficult waste streams into valuable industrial resources. As global efforts toward circular economy development continue to expand, pyrolysis is positioned to play an increasingly important role in creating cleaner, more efficient, and economically sustainable waste management solutions.